新型节能直流电弧炉
·直流电弧炉概述直流电弧从稳定性和单方向上优于交流电弧,这对冶金工艺的热传递有很大好处。理论分析指出,利用直流电流代替交流电流是一项重大的技术革新措施。由于直流电流没有过零问题,因此电弧稳定性得到改善,对电网的干扰随之降低。在直流电弧炉中利用直流电流冶炼金属的方法基本上和交流电弧炉是一样的。但是由于炉料侧的阳极热量高,所以直流电弧的电热变化效率高。采用可控晶闸管式静止变换器做为直流电弧炉电源,可将交流电源变换为直流,借助于改变晶闸管的导通角,可以连续平滑地控制熔炼电流,并使大电流不超过设备的允许值。采用三相全桥整流电路,可使整流变压器具有很多简单的绕组设计和坚固可靠的结构。由于晶闸管导通角的调节只能在下一个晶闸管导通时才起作用,即有一定的时间滞后。因此,在直流侧需要串接一个直流电抗器DCL,以便当电弧电压瞬时降低(短路)时,动态短路电流不至于瞬间达到不允许的数值。·设备特点:1.PLC 控制自动化程度高,升温速度快,生产节奏稳定可靠。2.根据客户要求可在冶炼过程中不停机任意设定,实现恒功率、恒电流、恒阻抗、恒电压不同控制方案,方便快捷。3.有载调电压,无极调电流。在冶炼过程中可根据要求,不停机,把电压等级任意增加或减小。电流精确到每 1 安,任意增加或减小。4.正极负极在冶炼过程中任意转换改变极性,炉膛温度均匀,有效解决阳极效应造成炉内温度不均匀的缺陷。(此项为专利)5.在冶炼过程中,可根据需要不停电任意调节弧光长短,既可以埋弧也可以明弧冶炼,可以熔化各种物料实现(电弧炉+矿热炉)2合1复合多功能使用。 6.直流电源主控板(自主知识产权)具有软启动功能,避免出现一开机高电压冲击毁坏晶闸管电气元件现象。该板具有光电隔离功能,能有效避免生产现场强磁场干扰生产过程中控制电路的稳定性。该板还具有过压、过流、缺相、高温保护功能,能有效避免短路造成对设备的损害。7.直流电炉电极中心温度高,热量集中,易于深埋电极,炉底不易上涨,较适宜高熔点的产品冶炼。8.直流电弧炉比交流电弧炉节省 1~2 套电极装置,石墨电极消耗量可节约 30%~50%。20t的交流电弧炉熔炼1t铁水大约需要6kg的石墨电极,与其相同容量的直流电弧炉只需要3kg石墨电极。9.具有电极折断检测功能和自动调节平衡功能,当电极碰到炉底短路产生弧光,不再继续运行,从而避免因电极继续向下运动而折断电极的事故。交流电弧炉电极折断事故现场 10.直流电弧炉的电弧光是中心垂直形式放热,热量分布均匀,物料熔化均匀。直流电弧光对金属熔液有很强的电磁搅拌效果,使得物料熔化无死角,产品回收率高。11.噪音比交流电弧炉低 10~20 分贝。12.炉壁耐火材料使用寿命长。交流电弧炉的弧光与石墨电极的夹角为45°,非常容易打到炉壁上,从而破坏炉墙耐火材料。而直流电弧炉的弧光与石墨电极之间的夹角是12°,不会打到炉壁上,不会在炉壁上形成热点,因而不会破坏炉壁耐火材料。·比交流电弧炉节能10%-15%的原理(功率因数、谐波、涡流、集肤效应):1.交流短网极易产生集肤效应和邻近效应,三相功率难于维持平衡,导致交流炉的无用功增加,如不加高低端补偿,炉子的功率因数只有0.7~0.8左右,即便投入补偿成本后炉子功率因数也仅在0.8~0.9左右。而本公司制造的直流电弧炉则不需要无功补偿装置,自然功率因数高达0.95~0.98。 2.交流电路中,因交变电流的存在,在短网回路中交变磁场,继而产生涡流,使短网回路发热,从而损耗浪费了一部分能量。而直流电路中短网回路只会产生稳定的磁场,没有涡流的存在,也就不会发热,不会产生涡流损耗浪费能量。 3.从交流电曲线特性中发现,交流电从正弦波到余弦波50赫兹的变化,电压每秒过零100 次,即每秒有 100 次的引弧、灭弧、再引弧、再灭弧的现象,电压强烈闪变问题导致交流电弧光不稳定、谐波失真、电压电流失相。同时产生谐波污染, 2、4 次偶次谐波与 3、5、7 次奇次谐波共存并严重超国家标准标的5%~27%状况,使电压畸变更加复杂化。而直流电压具有不过零点特性,没有极性变化,只是弱强的闪变,因而直流电弧光比交流电弧光稳定。就闪变强度而言也只是交流炉的20%,而且对电网产生冲击远小于交流炉,对电网没有3、5、7、11、13等奇次谐波干扰。4.交流电自身带有趋肤效应。交流电路中的导体内部电流分布不均匀,电流集中在导体的“皮肤”部分,也就是说电流集中在导体外表的薄层,越靠近导体表面,电流密度越大,导体内部实际上电流较小。结果使导体的电阻增加,损耗功率也随之增加。而直流电流没有趋肤效应,因此短网回路在相同的截面积能通过更大电流,电能利用率高,消耗少。

- 询价热线:18537242761
- 地址:河南省安阳市安钢大道与华祥路交叉口西北角
-
上一篇:新型节能直流电弧炉
-
下一篇:新型节能直流电弧炉变压器
·直流电弧炉概述
直流电弧从稳定性和单方向上优于交流电弧,这对冶金工艺的热传递有很大好处。理论分析指出,利用直流电流代替交流电流是一项重大的技术革新措施。由于直流电流没有过零问题,因此电弧稳定性得到改善,对电网的干扰随之降低。在直流电弧炉中利用直流电流冶炼金属的方法基本上和交流电弧炉是一样的。但是由于炉料侧的阳极热量高,所以直流电弧的电热变化效率高。
采用可控晶闸管式静止变换器做为直流电弧炉电源,可将交流电源变换为直流,借助于改变晶闸管的导通角,可以连续平滑地控制熔炼电流,并使大电流不超过设备的允许值。采用三相全桥整流电路,可使整流变压器具有很多简单的绕组设计和坚固可靠的结构。由于晶闸管导通角的调节只能在下一个晶闸管导通时才起作用,即有一定的时间滞后。因此,在直流侧需要串接一个直流电抗器DCL,以便当电弧电压瞬时降低(短路)时,动态短路电流不至于瞬间达到不允许的数值。
·设备特点:
1.PLC 控制自动化程度高,升温速度快,生产节奏稳定可靠。
2.根据客户要求可在冶炼过程中不停机任意设定,实现恒功率、恒电流、恒阻抗、恒电压不同控制方案,方便快捷。
3.有载调电压,无极调电流。在冶炼过程中可根据要求,不停机,把电压等级任意增加或减小。电流精确到每 1 安,任意增加或减小。
4.正极负极在冶炼过程中任意转换改变极性,炉膛温度均匀,有效解决阳极效应造成炉内温度不均匀的缺陷。(此项为专利)
5.在冶炼过程中,可根据需要不停电任意调节弧光长短,既可以埋弧也可以明弧冶炼,可以熔化各种物料实现(电弧炉+矿热炉)2合1复合多功能使用。
6.直流电源主控板(自主知识产权)具有软启动功能,避免出现一开机高电压冲击毁坏晶闸管电气元件现象。该板具有光电隔离功能,能有效避免生产现场强磁场干扰生产过程中控制电路的稳定性。该板还具有过压、过流、缺相、高温保护功能,能有效避免短路造成对设备的损害。
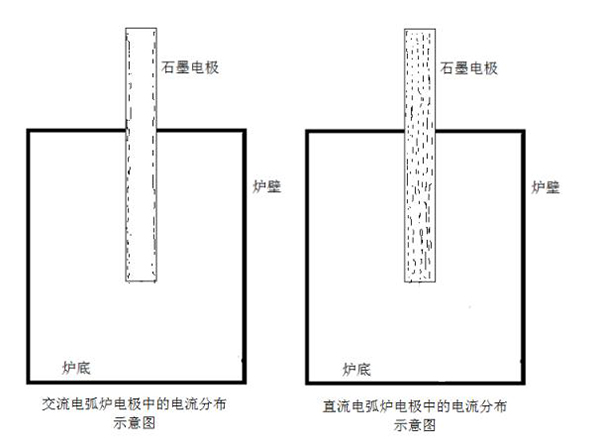
7.直流电炉电极中心温度高,热量集中,易于深埋电极,炉底不易上涨,较适宜高熔点的产品冶炼。
8.直流电弧炉比交流电弧炉节省 1~2 套电极装置,石墨电极消耗量可节约 30%~50%。20t的交流电弧炉熔炼1t铁水大约需要6kg的石墨电极,与其相同容量的直流电弧炉只需要3kg石墨电极。
9.具有电极折断检测功能和自动调节平衡功能,当电极碰到炉底短路产生弧光,不再继续运行,从而避免因电极继续向下运动而折断电极的事故。

交流电弧炉电极折断事故现场
10.直流电弧炉的电弧光是中心垂直形式放热,热量分布均匀,物料熔化均匀。直流电弧光对金属熔液有很强的电磁搅拌效果,使得物料熔化无死角,产品回收率高。
11.噪音比交流电弧炉低 10~20 分贝。
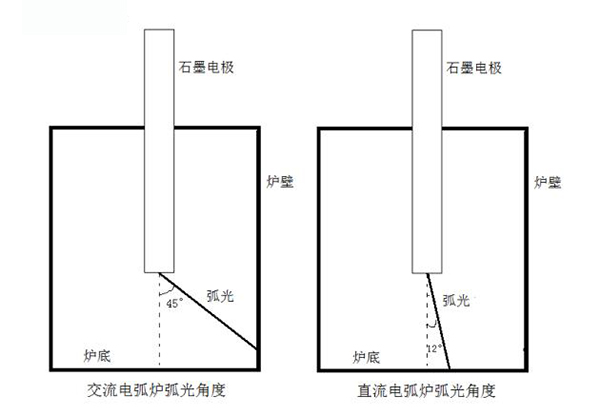
12.炉壁耐火材料使用寿命长。交流电弧炉的弧光与石墨电极的夹角为45°,非常容易打到炉壁上,从而破坏炉墙耐火材料。而直流电弧炉的弧光与石墨电极之间的夹角是12°,不会打到炉壁上,不会在炉壁上形成热点,因而不会破坏炉壁耐火材料。
·比交流电弧炉节能10%-15%的原理(功率因数、谐波、涡流、集肤效应):
1.交流短网极易产生集肤效应和邻近效应,三相功率难于维持平衡,导致交流炉的无用功增加,如不加高低端补偿,炉子的功率因数只有0.7~0.8左右,即便投入补偿成本后炉子功率因数也仅在0.8~0.9左右。而本公司制造的直流电弧炉则不需要无功补偿装置,自然功率因数高达0.95~0.98。
2.交流电路中,因交变电流的存在,在短网回路中交变磁场,继而产生涡流,使短网回路发热,从而损耗浪费了一部分能量。而直流电路中短网回路只会产生稳定的磁场,没有涡流的存在,也就不会发热,不会产生涡流损耗浪费能量。
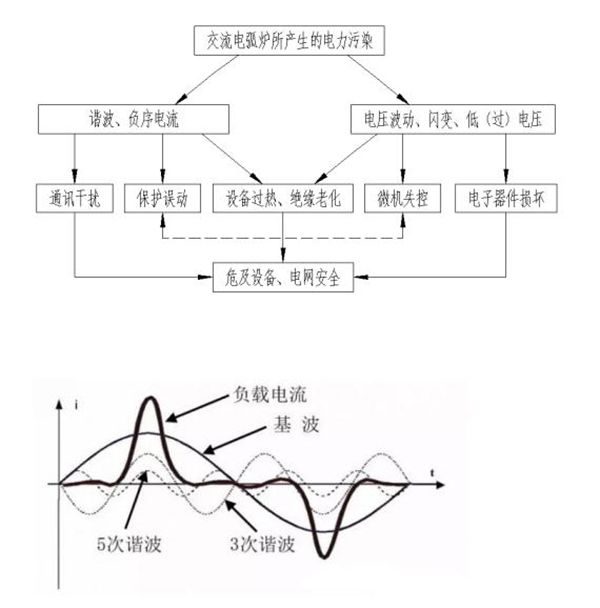
3.从交流电曲线特性中发现,交流电从正弦波到余弦波50赫兹的变化,电压每秒过零100 次,即每秒有 100 次的引弧、灭弧、再引弧、再灭弧的现象,电压强烈闪变问题导致交流电弧光不稳定、谐波失真、电压电流失相。同时产生谐波污染, 2、4 次偶次谐波与 3、5、7 次奇次谐波共存并严重超国家标准标的5%~27%状况,使电压畸变更加复杂化。而直流电压具有不过零点特性,没有极性变化,只是弱强的闪变,因而直流电弧光比交流电弧光稳定。就闪变强度而言也只是交流炉的20%,而且对电网产生冲击远小于交流炉,对电网没有3、5、7、11、13等奇次谐波干扰。
4.交流电自身带有趋肤效应。交流电路中的导体内部电流分布不均匀,电流集中在导体的“皮肤”部分,也就是说电流集中在导体外表的薄层,越靠近导体表面,电流密度越大,导体内部实际上电流较小。结果使导体的电阻增加,损耗功率也随之增加。而直流电流没有趋肤效应,因此短网回路在相同的截面积能通过更大电流,电能利用率高,消耗少。