
论文
全煤冶炼工业硅的操作工艺及矿热炉各参数的计算
更新时间:2022-03-08 关注:1394
结合全煤生产工业硅的工艺要求,选择合理的几何参数和电气参数,以便设计或改造工业硅电炉,为适应全煤冶炼要求创造条件,以保证正常生产。
电炉的几何参数包括电极直径、极心圆直径、炉膛直径和炉膛深度等,电气参数有熔池电阻、电极电流和工作电压等多个变量。需要根据烟煤的性质,选择合理的操作电阻,以便控制适当的二次电压档位下的电流电压比。
矿热炉的极心圆直径“d”、炉膛直径“D”、炉膛深度“H”等几何参数通常是用相似计算得出的:

式中,下角标1和2分别表示品种相同而容量不同的电炉。
矿热炉的极心圆直径、炉膛直径和炉膛深度等几何参数通常按照电极直径的倍数来设计。下表列出了这些经验系数。
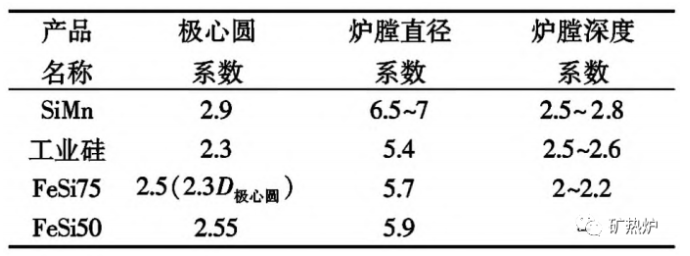
电炉几何参数与电极直径的倍数关系
1、电极直径(d电极)
石墨电极有**标准,而炭素电极目前尚无国家标准或行业标准,生产厂家仍按用户需求作为“非标生产”,所以理化指标差异较大。推荐使用电流密度为5~10A/cm²炭素电极,但从各企业的实际使用情况来看,以6~7A/cm²炭素电极的居多,可以说是经济电流密度口。
工业硅电炉的电极直径也可用下式计算:

上式中,d电极一电极直径,P a一有功功率,kW;K₁-系数,取1.4。
2、极心圆
电极极心圆的概念与反应区功率密度有关,对电炉的工作电压也有一定影响。
极心圆直径()是一个对冶炼过程有很大影响的设备结构参数,电极极心圆直径选得适当(图1-1),三根电极电弧作用区域相交于炉心(电极反应区的直径与电炉的极心圆直径相等),各电极反应区既相连且重叠部分最小,在这种情况下,炉内热量分配合理,坩埚熔池最大,吃料均匀,炉况稳定,炉况也易于调节。极心圆过小(图1・2),则电极间距离过小,炉料电阻减小,炉料电流增大,电极不易深插;极心圆过大(图1・3),三根电极下坩埚不易连通,形成了3个分离的小熔池。炉心热量不够,不利于SiO₂的充分还原,炉心化料慢或炉心硅石还原不充分沉入炉底,增加炉内积渣,同样会使电极上抬,影响炉况。
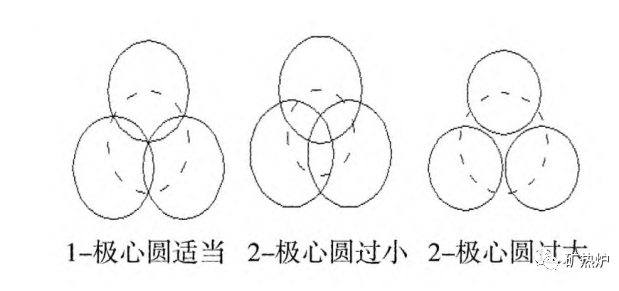
图1 极心圆直径
确定电极直径多用几何比的办法,即电极直径乘以电极同心圆系数。由于计算电极直径时的电流密度范围很大,容量相同的炉子电极直径差别也很大,所以确定极心圆直径主要从电气和能量角度来考虑:①极心圆的最佳功率密度,功率密度大,则熔池温度就高,熔池就大,最佳功率密度应该是三相熔池相交合适,即三个熔池的圆周交于炉膛中心,既无死角,又不过分集中;②电极之间的电位梯度,即电极之间的电压与电极之间的距离的比值,反映了电极之间炉料电阻及电流的情况。
全煤冶炼工业硅电极间电位梯度选定为0.145V/mm左右,极心圆平均功率密度为2250-3000kW/m²。
用极心圆的单位面积功率密度关系核算极心圆直径皿。如下式:

公式(6)中Φw—极心圆功率密度,kW/m²;Pa —有功功率,kW;Dw一极心圆直径,m。
3、炉膛直径
按照反应区的理论,电炉极心圆直径与每支电极反应区直径相同;电炉反应区为电极直径的2倍。由于出炉口是炉衬最薄弱的部位,最容易烧穿,炉膛直径通常比所需要的要稍大一些。经验表明,炉膛直径应该大于2倍的极心圆直径Dw,使熔炼区不与炉衬相接触。笔者建议,D炉膛=2.3d电极。
常用的计算公式是:D炉膛=2Dw+d 电极
4、炉膛深度
炉膛深度的计算一般采用经验式方法,即按照电极直径的倍数计算炉膛深度。
炉膛深度要合适,炉膛深些,有利于平顶型料面操作,降低炉口温度,改进生产现场的劳动环境,有利于减少SiO2的挥发损失,有利于热量集中炉内,减少热损失。炉膛过深,操作稍有不慎,即造成料层过厚,料面上升,使炉内高温区上移,最终导致电极上抬,炉底温度降低,使炉况恶化。炉膛过浅,则使料层变薄,Si()2的挥发损失增大,影响Si的还原,产量降低,能耗增加,特别使炉口热损失增大,炉口温度过高,生产劳动环境明显变差,易产生塌料、刺火,使冶炼过程不能顺利进行。
炉膛工作深度按下式计算:

上式中,大电炉取大值,小电炉取小值。
全煤冶炼工业硅炉膛平均功率密度为200kW/m²左右,与电炉容量的大小没有对应关系。

(1)全煤冶炼工业硅,炉料的比电阻增大,炉况运行平稳,具体表现为:
①配料比中作为可调部分的木炭取消,炉前操作人员应掌握准确的配料比。同时,由于炉料配料比稳定,避免了炉料出现“料重”、“料轻”等现象。
②电极埋入深,料面“刺火”、“塌料”现象少,炉内热量集中,料面只有少量小黏结块。炉前操作容易进行,劳动强度减轻,捣炉周期延长了15min左右。
③全煤冶炼工业硅,出炉时有大流,伴有少量黏渣排出,这是炉温提高、坩埚扩大所致。此时,出炉烧炉眼时间稍有延长,但精炼时间延长2倍左右不影响产品质量。
④由于使用大电压,在出炉前,炉内硅液区聚集了大量的硅液,使电极上抬,电流波动较大,因此要适当降低电流,保持炉况平稳。
(2)加强料面操作,减少SiO的挥发损失。
SiO的挥发损失将造成:①C与SiO₂反应平衡受到破坏,还原比例失调;②随着时间的变化,SiO的损失量将导致炉况波动,需要频繁调节炉况;③炉内产生富集难熔的以Sic为主的聚集体,引起电极上抬,炉底上涨。
(3)使用烟煤时炉料沉料缓慢,有利于炉口处还原剂中水分和挥发分的充分排出,处理炉口的劳动量也可减少20%~30%,提高了炉料的透气性。硅液温度上升,炉况较稳定。但是,由于烟煤挥发分较高,料面温度较高,还原剂烧损也较多,因此,炉门不可完全关闭,底部预留200mm左右间隙,以控制料面温度,提高硅的回收率。
(4)炉料表面烧结是工业硅冶炼中特有的炉况特征。炉料烧结主要是由SiO气体的歧化反应引起的。一方面SiO的凝聚反应生成SiO₂和Si,封闭了炉气外逸通路;另一方面,SiO凝聚反应和硅的氧化放出大量热能使硅石发生软熔。
炉料表面一旦发生烧结,坩埚内部的高压气体只能沿着电极表面或从少量空隙喷出,形成刺火。电炉刺火造成大量热能被逸出的SiO气体带到烟气中去。频繁刺火将导致硅的回收率降低,电耗增加。
改进原料条件和炉口操作是改善炉料透气性的必要措施。
由于还原剂全部使用烟煤进行冶炼,其透气性不如木炭,因此必须合理地选择炉料疏松剂一木块。疏松剂用多了,炉料体积增大,易塌料、刺火,且较浪费;用量少了,炉料透气性差,造成熔炼困难。同时,由于烟煤灰分中含杂质较多,炉渣也较多,因此必须随时注意排渣,否则造成炉底积渣过多上涨,炉温降低,出炉困难。
(5)通过捣炉松动烧结的炉料结构是工业硅冶炼的重要操作。捣炉操作应以松动炉料改善透气性为主要目的。不适当的捣炉操作会破坏坩埚反应区结构或增大炉口热损失。
-
下一篇:电炉法生产高碳锰铁的工艺及操作
 微信联系
微信联系