
Paper
The world's largest DC electric arc furnace: 420 tons
Updated: 2022-04-27 Attention:

For a long time, AC three-phase electric arc furnace has been used in steelmaking electric arc furnace. However, AC electric arc furnace itself has a series of insurmountable shortcomings. From 1970s to 1980s, some industrial developed countries developed DC EAF and made remarkable progress. Japan started late in the development of DC electric arc furnace, but developed the fastest. It is the country with the largest number of DC electric arc furnaces put into use at present. Single large capacity electric arc furnace is the development trend of steel making industry in recent years, which can meet the demand of steel mills for higher productivity.
In recent years, due to the development and application of high-power thyristor technology, DC electric arc furnace has attracted people's attention again because of its advantages. Italy has recently successfully manufactured the world's largest 420 ton DC electric arc furnace, 420 ton ladle refining furnace and double vacuum degassing system. The electric furnace is used to produce low carbon steel, ultra-low carbon steel and high-grade deoxidized killed steel, with an annual output of 2.6 million tons. The first ultra-high power double graphite top electrode DC electric arc furnace was successfully put into operation in tanhara factory of Tokyo steel company in June 2010, and now it is running well. The design productivity of this super large DC electric arc furnace is 360t / h, which has the characteristics of high efficiency and low operation cost. This type of furnace represents the latest market trend, that is, steelmakers pay more and more attention to improving the productivity of steel mills and ensuring the high quality of steel.

Characteristics of DC electric furnace
The mechanical equipment of the DC electric arc furnace is composed of furnace body, furnace cover and its lifting and rotating mechanism, electrode and its lifting mechanism, high current circuit, hydraulic system, cooling water and compressed air system, etc. Its power supply system is different from AC arc furnace. It is equipped with rectifier and reactor. The power connection point at the bottom of the furnace forms a current circuit. The maintenance and service life of the power connection point are the key problems in the operation of DC arc furnace. Generally, copper plate is placed on the steel plate at the bottom of the furnace to facilitate conduction. Three layers of magnesia carbon bricks are built on the copper plate, and then refractory materials are knotted on it.
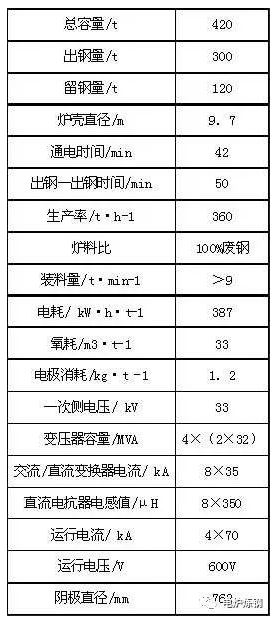
Tokyo steel tanhara factory produces medium carbon steel, low carbon steel and ultra-low carbon steel. The furnace is designed as a full platform with split furnace shell, and continuous scrap feeding Consteel and double graphite electrode DC technology are adopted. The main technical parameters of the DC electric arc furnace are shown in Table 1.
Table 1 main technical parameters of 420t ultra high power double graphite electrode DC electric arc furnace
The power supply of the DC electric arc furnace is composed of transformer, thyristor, DC reactor and other auxiliary equipment. The core of DC electric arc furnace power supply is thyristor. With the application and development of thyristor technology, the manufacturing technical problems of high-power DC power supply equipment have been solved. This DCEAF is designed with 2 cathodes (double graphite top electrode DC technology) and 4 water-cooled bottom anodes. The current of each anode is 70kA and the total current is 280kA. Compared with the single cathode design, the double graphite electrode technology can provide very high power, small electrode diameter and less interference to the power grid. (welcome to "electric furnace steelmaking")
Due to the elimination of the influence of electromagnetic induction, there is only DC resistance loss on the secondary conductor, the mechanical structure around the conductor does not need to use non-magnetic materials, and the vibration of the electrode is eliminated. In order to prevent sudden change current and stabilize arc, DC reactor should be installed in DC circuit. In AC electric arc furnace, the arc is always inclined to the furnace wall at an angle of 30 ° ~ 45 °, thus forming hot spots; In DC electric arc furnace, the arc points to the molten pool at an angle of 15 ° ~ 30 °, and rotates randomly around the center several times per second under the action of electromagnetic force. The arc length refers to the straight-line distance from the electrode end to the molten pool. In the case of AC, the arc length is 1mm / V arc. Because the DC arc is particularly stable, it is expected to be longer than the AC arc.
The maximum flexibility of power regulation can be achieved by separately controlling the current conduction and distribution of the four anodes. At the same time, the water-cooled bottom anode with special design characteristics can use ordinary refractory materials. The design of the tilting platform is based on three rocker arms, which can provide better operational stability in the bearing area. The three rocker arms are matched with the furnace body, which can ensure the safe backward inclination of the furnace body.

Special ejector ensures the performance of electric furnace
Due to the high melting rate and large bath size, the furnace is also equipped with a special design of oxygen and carbon ejector. The optimized injector distribution and installation arrangement can ensure proper mixing, homogenization of molten steel temperature and rapid decarburization. In particular, the carbon ejector is close to oxygen, which enhances the reaction capacity of carbon, thus improving the efficiency of making foam slag. This is very important in the operation of flat bath, which can improve the coverage of arc, improve the heat conversion rate of molten steel, and protect the furnace wall, refractory materials and furnace wall blocks from thermal stress corrosion.
The supersonic oxygen lance and carbon lance use a manipulator to enter the furnace through the furnace door and can move towards the molten pool layer, mainly to enhance the injection efficiency when the level of the molten pool is very low in the initial stage. The oxygen nozzle and carbon tube are installed in the water-cooled protruding copper box, which can well protect the ejector, shorten the distance between the top of the ejector and the molten steel, and prolong the service life of the refractory material at the lower part of the ejector. (welcome to "electric furnace steelmaking")
High efficiency and energy saving of automatic control system
The automation system of DC electric arc furnace includes equipment control (Level 1) and process control (Level 2) based on the most advanced software and hardware platform. The electrode control program software package and hydraulic system design can ensure very fast response time and enhance the average power of melting. Subsequent on-line monitoring of process data and records also improve the performance of the arc, which is very important for ultra-high power arc furnace. The system controls all electric and chemical energy parameters and automatically changes the working point according to different process stages to ensure the quality of steel and the effective utilization of energy. High productivity requires the shortest auxiliary operation time, which is achieved by installing a reliable mechatronics system. This system can also improve the safety of operators, avoid direct exposure of operators, and can be remotely controlled from the main control room away from the electric arc furnace.
The other supporting system of the DC electric arc furnace also includes a mechanical device, which is firmly designed to keep the slag gate clean safely and continuously during power on. The automatic tapping system includes an infrared camera, which can quickly and reliably detect the tapping flow remotely, and its rapid thermal image response avoids slag residue. The automatic tapping system also includes a high-resolution camera for remote EBT (eccentric bottom tapping) control and EBT automatic instantaneous refilling system. With these devices, the tapping process can be controlled by the main console. In addition to the EBT refill system, other operations can be carried out automatically.

Comparison between DC electric furnace and AC electric furnace
The overall characteristics of the DC electric arc furnace are: ultra-high power supply, no interference to the power grid, and stable high power is adopted in the whole process; By providing the optimal design of chemical energy structure and the implementation of new and fully integrated automation system, high process efficiency is achieved; The new Mechatronics program software package shortens the auxiliary operation time and improves the safety and efficiency of operation. Compared with the traditional AC electric arc furnace, this DC electric arc furnace has the following advantages: the consumption of graphite electrode is reduced by 1 / 2 ~ 2 / 3; The electric energy consumption per smelting unit can be reduced by 3% ~ 10%; The DC arc combustion is stable, and the voltage flicker caused to the front power grid is only 30% ~ 50% of that of the AC arc furnace with the same power, so there is no need to use dynamic compensation device; The noise level can be reduced by 10 dB ~ 15 dB; The stirring force of liquid steel is enhanced.
Source: network, electric furnace steelmaking, sorting and editing
 Whatsapp
Whatsapp